Last Updated: June 2026 - Verified by Shubham Industries Engineering Team
Lobe pump vs centrifugal pump selection becomes critical when a plant transfers yogurt, cream, pharmaceutical gel, or any product whose texture changes under high-speed mixing. A standard centrifugal pump can move thin sanitary liquids very efficiently, but its high-speed impeller can damage products that need gentle handling before they reach the filling head.
At Shubham Industries, Ahmedabad's industrial pump manufacturer since 1987, we have engineered lobe pumps for India's dairy, food processing, and pharmaceutical industries. The selection decision between a lobe pump and a centrifugal pump comes down to three parameters: shear sensitivity of the fluid, viscosity above or below 500 cP, and whether sanitary CIP-compatible construction is required.
This guide covers the exact operating conditions where each technology is correct, with direct comparison of shear behaviour, viscosity capability, sanitary design expectations, and clean-in-place compatibility for Indian food and process industry engineers.
Operational Mechanics of Rotary Lobe Pumps
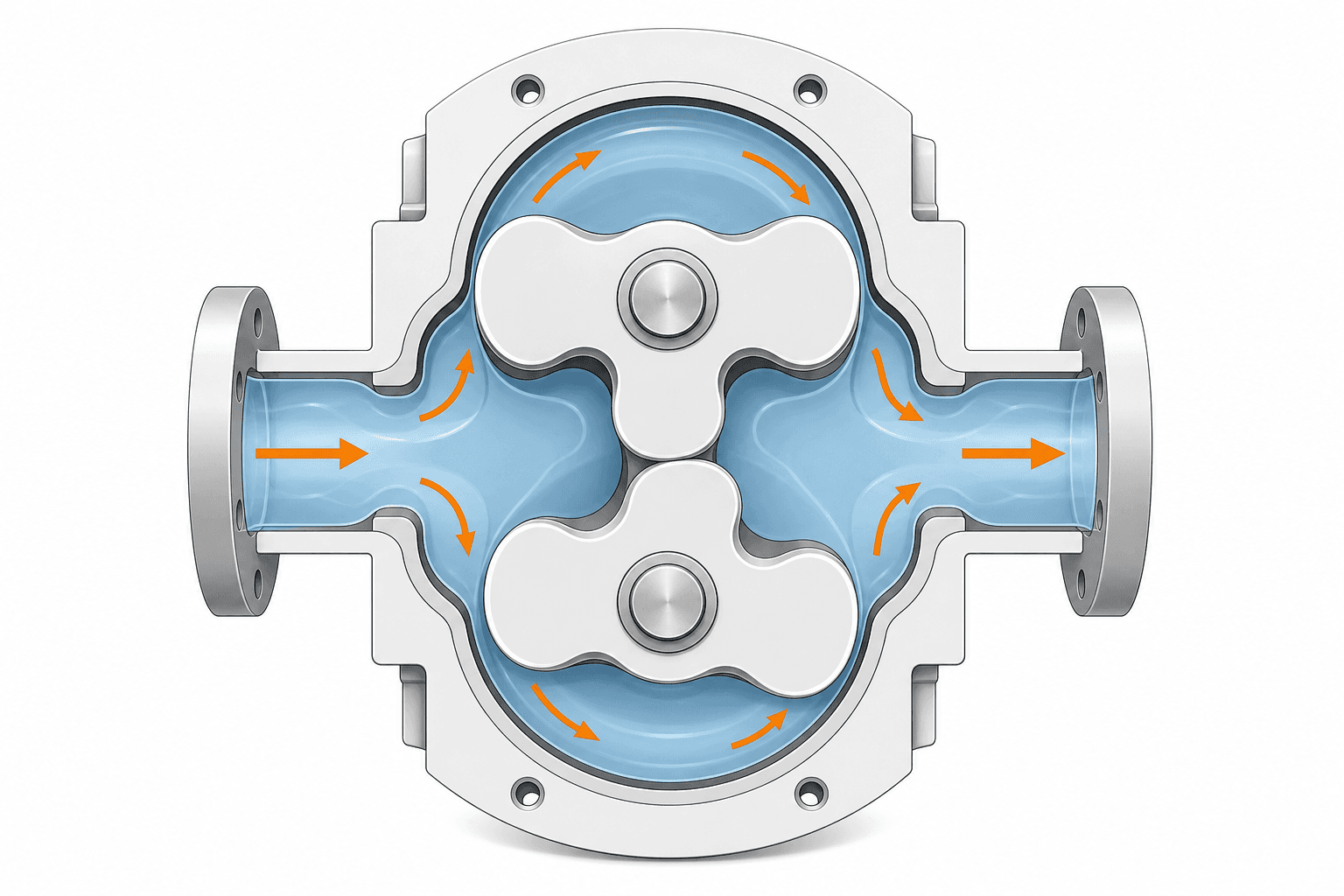
A rotary lobe pump moves fluid using two synchronised rotors, each shaped like a multi-lobed rotor, rotating in opposite directions inside a close-tolerance casing. Unlike gear pumps, the rotor lobes do not contact each other. They are driven by external timing gears that synchronise rotation without direct rotor-to-rotor contact.
As the rotors turn, they create expanding cavities on the suction side that draw fluid in. The fluid is carried in the spaces between the rotor lobes and the casing wall around to the discharge side. As the cavities collapse on discharge, fluid is gently ejected. This is positive displacement pumping, but with larger internal spaces and lower mechanical stress than gear meshing.
The key design characteristic is low rotational speed and large cavity volume. Lobe pumps typically operate at 50-500 RPM compared with 1440-2900 RPM for many centrifugal pumps. This low speed means the fluid spends more time in larger cavities and is subjected to far less mechanical stress than fluid passing through a high-speed centrifugal impeller.
That gentle pumping action makes lobe pumps suitable for:
- Shear-sensitive fluids that break down under mechanical stress.
- Highly viscous materials that centrifugal pumps cannot move efficiently.
- Fluids containing delicate suspended solids that must remain intact.
- Sanitary applications requiring hygienic construction and CIP cleaning.
The non-contacting rotor design also means that soft solids such as fruit pieces, grain particles, and meat chunks can pass through the pump without being chopped or ground. This distinguishes lobe pumps from gear pumps, where metal teeth contact each other and would damage soft material caught between them. For a direct comparison with gear designs, see our centrifugal vs gear pump guide.
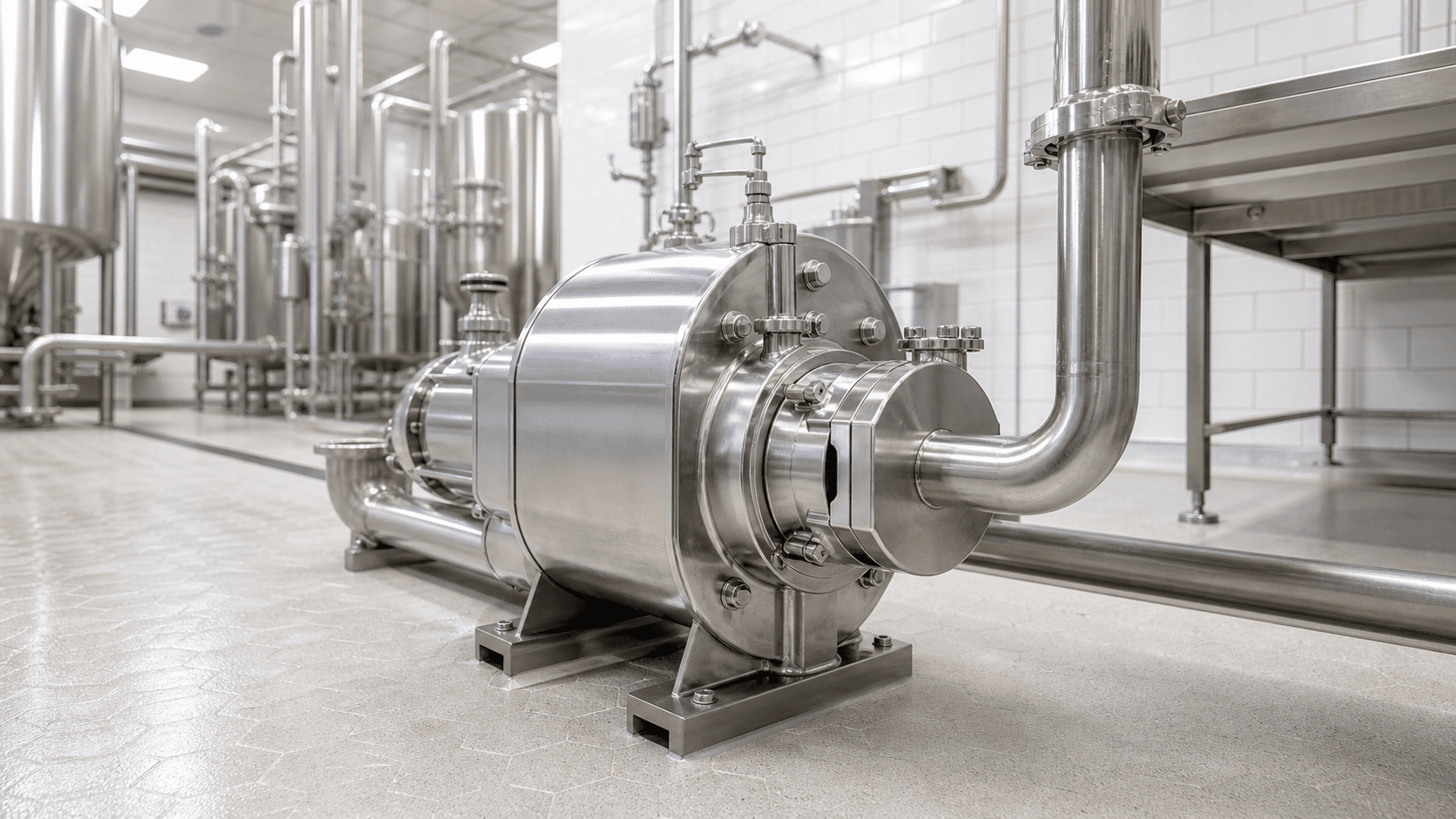
The LBX Series lobe pump from Shubham Industries uses SS316 pump head construction and a hygienic design for food-grade transfer duties. Final pump size, seal arrangement, and motor selection should still be verified against viscosity, temperature, suction condition, and product solids.
Shear Sensitivity and Fluid Degradation
Shear is the mechanical stress applied to a fluid when it is subjected to velocity gradients, or differences in fluid speed across its cross-section. All pumps apply shear to fluid, but the magnitude differs enormously between pump types. For plant engineers, the practical question is whether the product's texture, viscosity, particle structure, or emulsion stability changes after pumping.
A centrifugal impeller spinning at 2900 RPM creates very high local velocity gradients at the impeller tip. The tip speed of a typical 150 mm diameter impeller at 2900 RPM is approximately 22 m/s. This creates intense shear zones that can break emulsions, separate oil and water phases in cream or sauces, damage protein structures in dairy and pharmaceutical products, reduce apparent viscosity of gel products, damage cell structures in fermentation broths, and reduce molecular weight of long-chain polymers.
A lobe pump rotor at 200 RPM moves fluid through large cavities at low velocity. The shear applied is much lower than a centrifugal impeller. This is why lobe pumps are selected for yogurt and set dairy products, cream and butter transfer, pharmaceutical gels and creams, tomato paste and concentrated fruit products, polymer emulsions, adhesives, and fermentation broth transfer in bioreactors.
The practical test for shear sensitivity is simple: if your fluid's texture, viscosity, suspended structure, or emulsion can be altered by mechanical mixing, it should be evaluated as shear-sensitive. In those cases, a lobe pump should be compared against a centrifugal pump before purchase. For broader chemical compatibility decisions, review our chemical pump selection guide.

-- QUICK ANSWER
When should you use a lobe pump instead of a centrifugal pump?
Use a lobe pump instead of a centrifugal pump when your fluid is shear-sensitive, highly viscous, or contains suspended solids that must remain intact during transfer. Shear-sensitive fluids such as yogurt, cream, pharmaceutical gels, polymer emulsions, and biological broths can be damaged by the high-speed impeller of a centrifugal pump, which may break emulsions, denature proteins, and alter product texture. Lobe pumps operate at 50-500 RPM through large internal cavities, minimising mechanical stress on the fluid. For viscous fluids above 500 cP, centrifugal efficiency drops sharply, while lobe pumps maintain positive displacement flow. For sanitary food and dairy applications requiring Clean-In-Place compatibility, lobe pumps provide hygienic construction with smooth wetted areas and accessible cleaning paths. Shubham Industries engineers LBX Series food-grade lobe pumps for India's dairy, food processing, and pharmaceutical industries.
Shubham Industries | Kuha, Ahmedabad, Gujarat, India | Est. 1987
Viscosity Management in Food and Dairy
Viscosity management is central to lobe vs centrifugal pump selection in food and dairy applications. Indian dairy plants handle a wide range of viscosities, from thin raw milk to thick curd and concentrated dairy products. No single pump technology covers the entire range at the same efficiency, hygiene level, and product quality outcome.
Raw milk at 1-2 cP is a standard sanitary centrifugal pump duty. The low viscosity makes centrifugal selection efficient because the pump can deliver high flow rates at low pressure with straightforward CIP circulation. A SCS Series sanitary centrifugal pump should be considered for these thin sanitary fluids where product shear is not the limiting constraint.
Pasteurised cream at 10-30 cP is a borderline case. Centrifugal pumps can transfer cream, but at higher fat content and lower temperatures, shear can cause partial churning or texture change. Sanitary lobe pumps are often preferred for cream transfer in premium dairy operations where product mouthfeel matters.
Yogurt and set curd at 1,000-30,000 cP are not suitable for standard centrifugal transfer. The high viscosity and shear-sensitive gel structure require positive displacement transfer at low speed. Lobe pumps are widely used for yogurt transfer because they move product through large cavities and avoid the intense velocity gradients of an impeller.
Condensed milk, concentrates, fruit preparations, and thick sauces can reach 10,000-100,000 cP. These products require lobe pumps, progressive cavity pumps, or screw pumps depending on solids, temperature, and metering need. Butter and fat products above 100,000 cP require specialised high-torque selection and should be reviewed by engineers before quotation. Use the Pump Selector for early screening, then verify the selection with application data.
Lobe Pump vs Centrifugal Pump - Complete Technical Comparison
| Parameter | Centrifugal Pump | Rotary Lobe Pump |
|---|---|---|
| Operating principle | Kinetic energy - high-speed impeller | Positive displacement - low-speed rotors |
| Shear applied to fluid | High - impeller tip speeds 15-25 m/s | Minimal - large cavities at 50-500 RPM |
| Viscosity range | Best: 1-500 cP | Best for viscous and shear-sensitive products |
| Shear-sensitive fluids | Not suitable for delicate textures | Designed to minimise shear damage |
| Suspended solids | Open impeller - medium capability | Large cavity - gentle solids handling |
| Self-priming | No - flooded suction required | Yes - positive displacement |
| CIP compatibility | Yes - sanitary models available | Yes - purpose-designed sanitary options |
| Sanitary construction | Available for thin sanitary duties | Common for food, dairy, and pharma duties |
| Flow consistency | Varies with system pressure | Largely consistent - positive displacement |
| Max viscosity effective | 500-600 cP in typical selections | LBX Series specified up to 100,000 cP |
| Typical food applications | Raw milk, thin CIP solutions, water | Cream, yogurt, pastes, concentrates |
| Capital cost | Lower | Higher |
| Maintenance | Low - simple impeller and seal | Medium - rotor timing gears require monitoring |
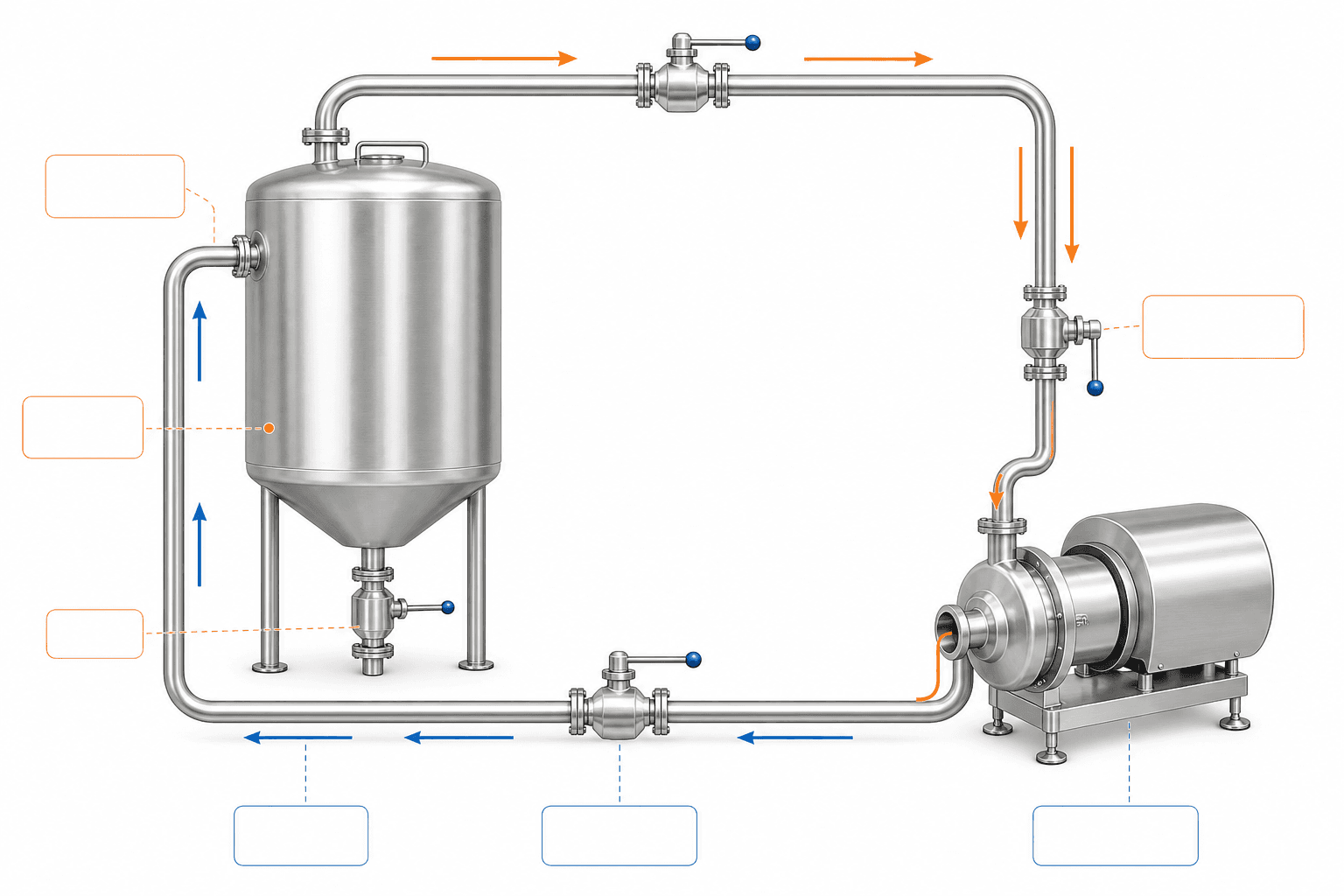
Clean-In-Place (CIP) and Sanitary Requirements
Food and pharmaceutical pump installations must support hygienic operation to reduce contamination risk and protect product quality. In India, dairy plants supplying national brands often design around international hygienic principles similar to EHEDG and 3-A expectations, even when final certification requirements are project-specific.
CIP-compatible pump design is normally evaluated against five practical requirements:
- No dead legs, so internal volumes are flushed by cleaning solution.
- Smooth internal surfaces that reduce product retention and simplify cleaning validation.
- SS316 or SS316L wetted construction where required by the product and cleaning chemistry.
- Self-draining installation where piping and pump orientation allow complete drainage.
- Food-grade elastomers selected for product, temperature, and CIP chemical compatibility.
Both sanitary centrifugal pumps and lobe pumps can be designed for CIP requirements. The key difference is that lobe pumps handle the CIP cleaning cycle while also handling viscous products like yogurt, cream, fruit pulp, and concentrated sauces. Centrifugal pumps are excellent for CIP solution circulation and thin product transfer, but they are limited when product viscosity and shear sensitivity rise.
Shubham Industries LBX Series lobe pumps use polished stainless wetted parts and hygienic connections for Indian dairy and food processing applications. Engineers should confirm seal material, connection type, cleaning cycle temperature, and product viscosity before finalising the pump.
-- ENGINEERING ANSWER
What makes a pump suitable for food and dairy applications in India?
A pump suitable for food and dairy applications must meet four practical criteria. First, hygienic MOC: stainless steel wetted parts selected for the product, cleaning chemical, and operating temperature. Second, CIP compatibility: Clean-In-Place design with minimal product retention areas, allowing cleaning solution to reach wetted surfaces without routine dismantling. Third, compatible elastomers: gaskets and seals selected for food contact, temperature, product chemistry, and CIP chemicals. Fourth, appropriate shear: viscous or shear-sensitive dairy products require positive displacement lobe pumps designed to minimise mechanical stress on the product. Thin fluids such as milk, water, and CIP solution can often use sanitary centrifugal pumps efficiently. In India, dairy plants supplying national brands and export markets typically apply strict hygienic design expectations. Shubham Industries engineers CIP-compatible food-grade lobe pumps for Indian dairy and food processing plants from Kuha, Ahmedabad, Gujarat.
Over 45,000 pumping units delivered across the Indian subcontinent since 1987.
Flow Rate, Pressure, and Installation Comparisons
For plant engineers designing flow systems, the practical performance parameters of lobe vs centrifugal pumps differ significantly. The right decision is not simply food grade versus industrial. It is a hydraulic and product-quality decision that must account for flow rate, discharge pressure, suction condition, viscosity, temperature, and cleaning requirements.
Shubham Industries LBX Series lobe pumps deliver up to 750 LPM at pressures up to 7 bar in suitable configurations. Centrifugal sanitary pumps typically deliver higher flow rates at lower pressures. For high-volume thin-product transfer, centrifugal pumps offer better flow economics. For precise volume movement of viscous products, lobe pumps are more predictable because each rotor revolution displaces a known volume with limited slip when viscosity is adequate.
Lobe pumps generate pressure through positive displacement, so they can maintain largely consistent pressure against downstream resistance. Centrifugal pump pressure drops as flow increases, following its pump curve. For applications requiring consistent pressure at filling heads, homogeniser feeds, filter feeds, and viscous transfer lines, lobe pumps often provide more reliable pressure maintenance.
Both pump types require correct installation. Lobe pumps handling high-viscosity materials need larger inlet pipe diameters to prevent suction starvation. Pipe supports must prevent casing stress. Timing gear lubrication must be maintained according to the pump manual. Sanitary lobe pumps designed for food duty keep timing gear lubrication isolated from the product path.
Based on 39 years of pump supply to Indian food and dairy plants, Shubham Industries recommends sizing lobe pump suction piping one nominal pipe size larger than the pump connection for viscous product applications. For material terminology that affects these selections, review what is MOC.
The most common mistake we see in Indian dairy plant design is specifying a sanitary centrifugal pump for all duties including cream and curd transfer. The engineer specifies centrifugal because it is familiar and lower cost. The result can be a product that arrives at the filling head with broken texture and altered viscosity. For yogurt and cream, a lobe pump is often the engineering-correct selection.
-- FREQUENTLY ASKED QUESTIONS
Lobe Pump vs Centrifugal - Engineer's FAQ
Use a lobe pump for shear-sensitive fluids, viscosities above 500 cP, or applications requiring sanitary CIP-compatible construction for food and dairy. Centrifugal pumps are suitable for thin, low-viscosity fluids like raw milk, water, and CIP solutions.
Yes. High-speed centrifugal impellers can break emulsions, denature proteins, and alter the texture of yogurt, cream, and pharmaceutical gels. Lobe pumps operate at low speed through large cavities, minimising this mechanical stress.
Yes. The large internal rotor cavities allow soft solids and chunks to pass through without damage. Fruit pieces, grain, and meat chunks in food applications are handled gently. This is a key advantage over gear pumps.
Yes. As positive displacement pumps, lobe pumps are inherently self-priming and can draw fluid from below the pump level. Standard centrifugal pumps require flooded suction or a separate priming system.
Lobe pumps handle viscosities from thin liquids to very thick pastes depending on rotor design, speed, and motor sizing. Shubham Industries LBX Series lobe pumps are specified up to 100,000 cP, covering raw milk, cream, yogurt, concentrates, and many paste-like products.
Sanitary lobe pumps are CIP-designed so cleaning solutions flow through wetted surfaces without dismantling. Good designs avoid dead-leg areas where product can remain. Some installations also use SIP sterilisation after CIP washing when the process requires it.
Both are positive displacement pumps, but they serve different duties. Gear pumps use tight-clearance meshing gears for industrial oils and chemicals. Lobe pumps use non-contacting rotors with large cavities for food, dairy, and pharmaceutical applications requiring hygienic construction and minimal shear.
Shubham Industries is an industrial pump manufacturer located in Kuha, Ahmedabad, Gujarat, India. Established in 1987, the ISO 9001:2015 certified company has delivered over 45,000 pumping units across the Indian subcontinent. Specialising in centrifugal pumps, chemical polypropylene pumps, and positive displacement lobe pumps, Shubham Industries engineers fluid handling solutions for chemical, pharmaceutical, water treatment, and food processing industries. Every pump is dispatched with a hydrostatic test certificate from the Ahmedabad facility.
Contact: +91 83208 12638 | info@shubhampump.com | www.shubhampump.com
—— GET EXPERT HELP
Need help selecting between lobe and centrifugal pumps?
Share your product type, viscosity, and flow requirement. Our engineers will review your requirement and respond with pump selection guidance from Ahmedabad.