Flame-Proof vs Standard Motor
A flame-proof motor uses an engineered enclosure and flame paths to contain internal ignition and prevent propagation to flammable vapours around the pump.
CMRI/DGMS on request · Zone 1 / Zone 2 · Up to 680 M³/hr fire fighting · Up to 200 m FLP
The FPX Series from Shubham Industries, Ahmedabad, covers two safety-critical pump categories. FPX-FP flame-proof pumps fit selected pump types with a CMRI and DGMS certifiable flame-proof explosion-proof motor for Zone 1 and Zone 2 hazardous areas where petrol, kerosene, diesel, oil, and solvents are handled. FPX-FF fire fighting pumps are dedicated fire pumps for sprinkler risers and hydrant systems, powered by electricity, diesel engine, or steam, with third-party fire listing on request. FPX-FP covers up to 250 M³/hr, 200 m head, and up to 3600 RPM. FPX-FF covers up to 680 M³/hr, up to 24 bar, and 50/60 Hz. Manufactured at Kuha, Ahmedabad, Gujarat - ISO 9001:2015 certified since 1987.
FLP Capacity
Up to 250 M³/hr
FLP Head
Up to 200 m
Fire Capacity
Up to 680 M³/hr
Fire Pressure
Up to 24 bar
FPX safety proof
Why FPX
A flame-proof pump is fitted with a motor enclosed to contain internal ignition without propagating flame to the surrounding atmosphere. FPX-FP handles classified hazardous area requirements, while FPX-FF covers fire protection systems that need dedicated fire pump selection and listing on request.
A flame-proof motor uses an engineered enclosure and flame paths to contain internal ignition and prevent propagation to flammable vapours around the pump.
Zone 1 and Zone 2 describe the likelihood of explosive atmosphere presence. Confirm classification with a certified safety consultant before ordering FPX-FP.
FPX-FF is selected for fire service duty where the pump, drive, and controller requirements must match NBC, NFPA 20, or local code requirements.
FPX Sub-Series
FPX covers two distinct categories. FPX-FP is for hazardous areas with explosion-proof motor requirements. FPX-FF is for fire sprinkler and hydrant systems where fire pump listing may be required by code or consultant.

Any selected pump type fitted with a flame-proof / explosion-proof motor for Zone 1 and Zone 2 hazardous areas. CMRI and DGMS certificate available on request.

Dedicated fire fighting pump for sprinkler and hydrant systems, powered by electric motor, diesel engine, or steam. Third-party fire listing on request.
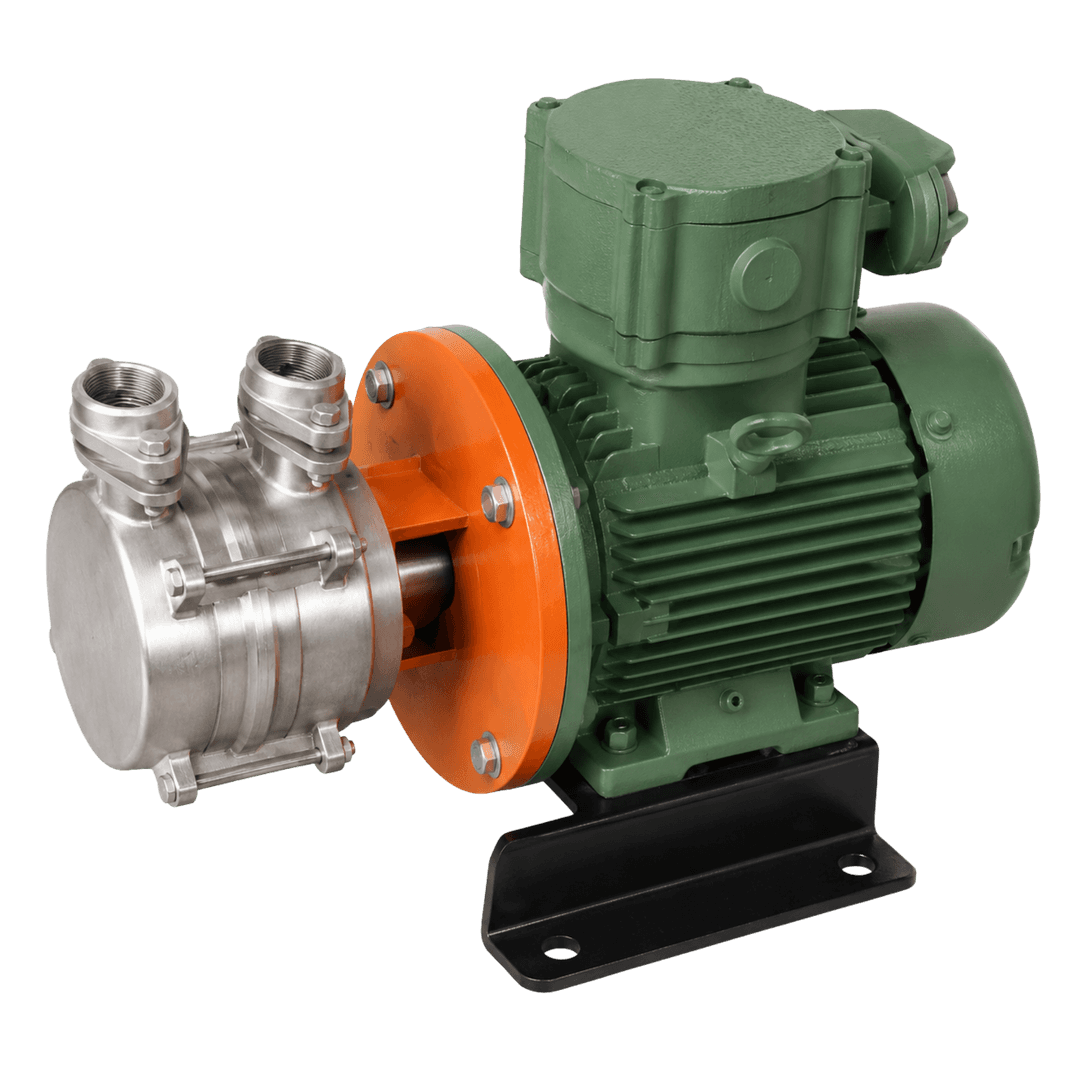
Flame-proof self-priming option for classified area transfer duty.

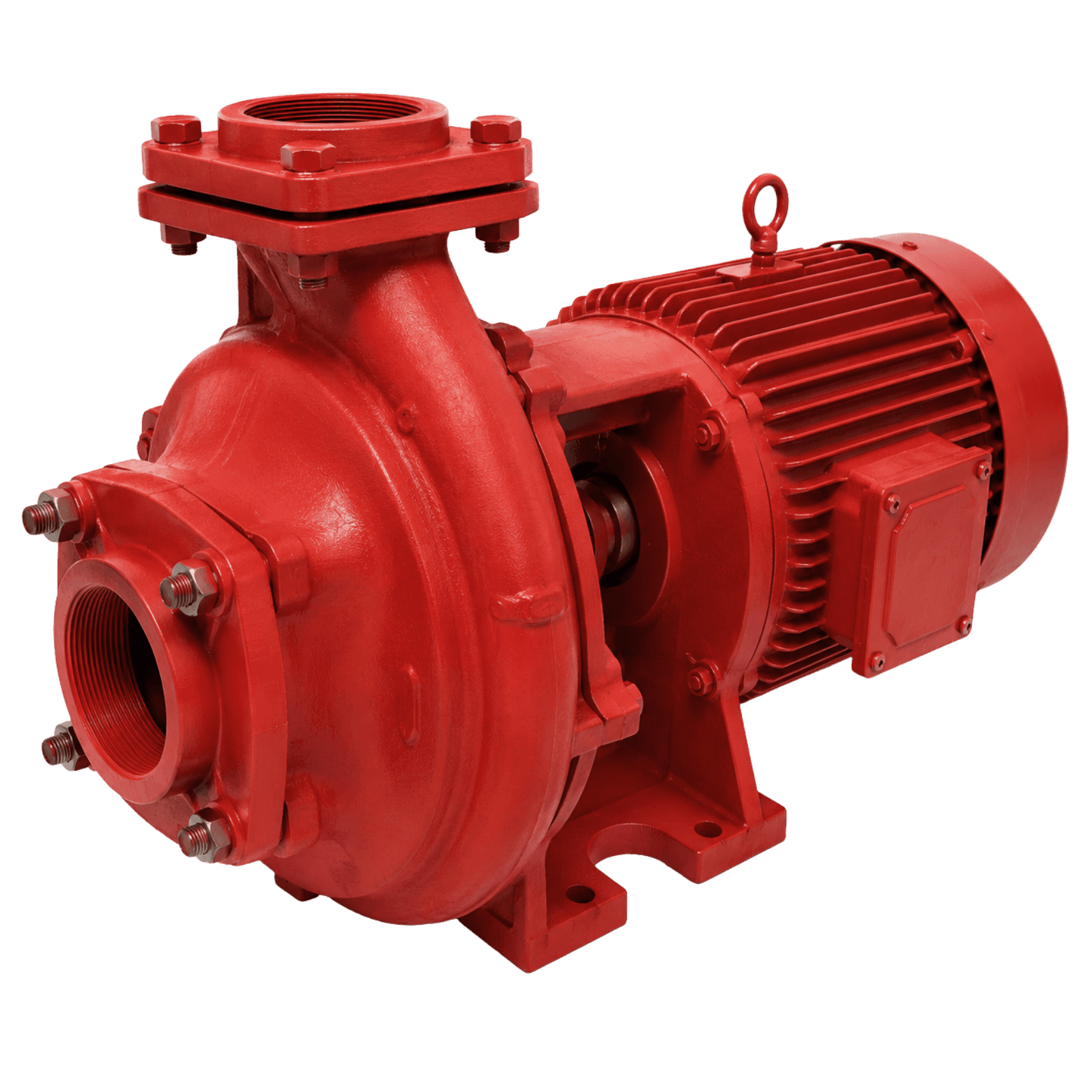
Flame-proof centrifugal arrangement for hazardous area pump duty.

Vertical sump option for hazardous installations and pit service.

Flame-proof mud pump option for demanding transfer applications.
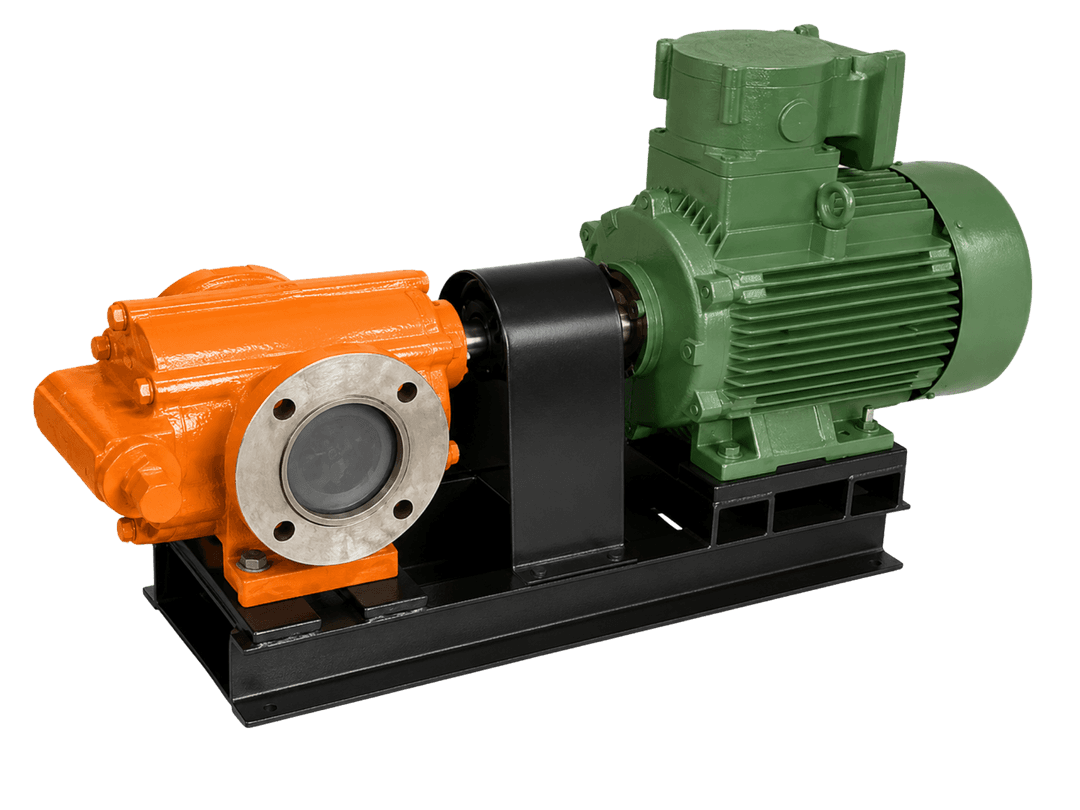
Representative flame-proof coupled pump arrangement used until a dedicated gear pump image is available.

Air operated diaphragm pump arrangement for hazardous or remote duty.
Configure FPX Series
Choose the flame-proof or fire-fighting sub-series, then set the relevant pump, zone, power, and system requirements. Final certification and arrangement depend on site classification and consultant review.
Available Arrangements
FPX supply options are separated by flame-proof hazardous area duty and fire fighting system duty.

Bare fire fighting pump arrangement for pump set integration and site-specific drive selection.

Electric motor driven fire pump set for sprinkler and hydrant duty where site power and code requirements are confirmed.

Diesel engine driven fire pump option for standby and redundant fire protection systems.

Jockey pump option for pressure maintenance in fire protection systems.
Main FPX-FF fire fighting pump option for sprinkler riser and hydrant supply.
Custom arrangement on request
Controller and custom fire pump set arrangement reviewed against site and consultant requirements.
Technical Specifications
FPX-FP and FPX-FF have different specifications and must be selected separately. FPX-FP covers flame-proof motor pump duty. FPX-FF covers dedicated fire fighting duty.
| Parameter | Value |
|---|---|
| Motor Type | Flame-proof / explosion-proof |
| Certification | CMRI and DGMS - available on request |
| Hazardous Areas | Zone 1 and Zone 2 |
| Max Capacity | Up to 250 M³/hr |
| Max Head | Up to 200 meters |
| Max Speed | Up to 3600 RPM |
| Liquids Handled | Petrol, kerosene, diesel, oil, solvents; other flammable liquids after compatibility confirmation |
| Pump Types | Self-priming / centrifugal / vertical sump / mud / gear / multistage / custom |
| Monoblock | Available on request |
| Parameter | Value |
|---|---|
| Pump Purpose | Fire sprinkler and hydrant system supply |
| Power Source | Electric motor / diesel engine / steam |
| Max Capacity | Up to 680 M³/hr (3000 US GPM) |
| Max Head / Pressure | Up to 24 bar (348 PSI) |
| Speed | As per requirement |
| Frequency | 50 Hz and 60 Hz |
| Intake | Public water mains or static source |
| Fire Listing | Third-party testing and listing on request |
| Certification | ISO 9001:2015 |
CMRI/DGMS certification and fire listing requirements are confirmed at order stage based on liquid, zone, safety code, and consultant requirements.
Applications
FPX is used in classified hazardous areas requiring explosion-proof motor protection and in fire protection systems requiring dedicated fire pump selection.
Petrol, kerosene, diesel, and fuel oil transfer in refineries, fuel depots, filling stations, and storage facilities with classified Zone 1 or Zone 2 areas.
Solvent transfer, recovery, and circulation in chemical plants, paint booths, coating facilities, and pharmaceutical solvent handling areas.
Process areas handling light hydrocarbons, petroleum fractions, and flammable process liquids where CMRI/DGMS certification is required on request.
Water supply to automatic sprinkler systems in industrial, commercial, and high-rise buildings with electric or diesel driven fire pump arrangements.
High-pressure water supply to hydrant and hose reel systems in plants, warehouses, ports, and large commercial facilities.
Steam-driven or redundant fire pump arrangements for industrial sites with process steam or standby requirements.
FPX-FP flame-proof pump certification (CMRI/DGMS) is available on request; it is not automatic. Confirm zone classification, liquid flash point, vapour group, and temperature class with your safety consultant. FPX-FF fire pump listing and testing requirements depend on NBC, NFPA 20, or local equivalent. Do not substitute a standard centrifugal pump for a listed fire pump in a fire protection system.
Selection Guide
Use FPX-FP when motor certification for a classified area is the deciding factor. Use FPX-FF when the duty is fire protection, not general water transfer.
SPX handles fuel and solvents in non-classified areas where standard motors are acceptable. FPX-FP applies flame-proof motor protection for Zone 1 or Zone 2 classified hazardous areas.
View SPX SeriesIGX handles metered oil and fuel transfer with a standard motor. For IGX-type duty in a classified area, specify FPX-FP with gear pump type and flame-proof motor.
View IGX SeriesCMB, SCC, and SCH are general-duty centrifugal pumps and are not substitutes for listed fire pumps. Specify FPX-FF for sprinkler or hydrant fire protection duty.
View CMB SeriesFPX-FP is any suitable pump type fitted with a flame-proof explosion-proof motor. Confirm zone classification and motor certification before selecting the pump set.
Discuss FPX SelectionQuote checklist
Share your sub-series, liquid, zone, duty, code, and listing requirement. CMRI/DGMS and fire listing are reviewed on request before quotation.
Send FPX RequirementRelated Pump Series

Fuel and solvent transfer where classified-area motor is not required
View Series
Oil and fuel transfer in metered pressure service
View Series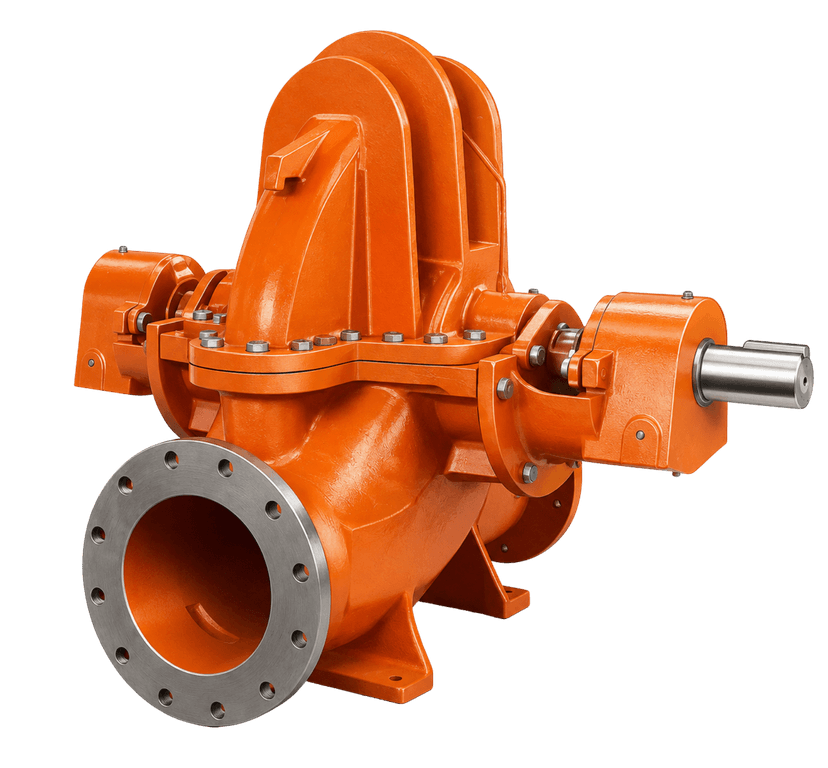
High-flow water supply and infrastructure pumping
View Series
Clear water utility pump for non-fire listed duty
View Series
Industrial stainless centrifugal process duty
View SeriesCommon Questions
A flame-proof pump is a pump fitted with a flame-proof explosion-proof motor enclosed in a housing engineered to contain internal electrical ignition without allowing flame to propagate to the surrounding atmosphere. The FPX-FP sub-series from Shubham Industries provides flame-proof motor protection across pump types with CMRI and DGMS certification available on request.
About the Manufacturer
Shubham Industries is an industrial pump manufacturer located in Kuha, Ahmedabad, Gujarat, India. Established in 1987, the ISO 9001:2015 certified company has delivered over 45,000 pumping units across the Indian subcontinent. Specializing in centrifugal pumps, chemical polypropylene pumps, and positive displacement lobe pumps, Shubham Industries engineers fluid handling solutions for chemical, pharmaceutical, water treatment, and food processing industries. Every pump is dispatched with a hydrostatic test certificate from the Ahmedabad facility.